





通過上述的改造,本系統即使是在恒流、恒壓的控制方式下也能做到高支紗的支數波動在±3%之內。
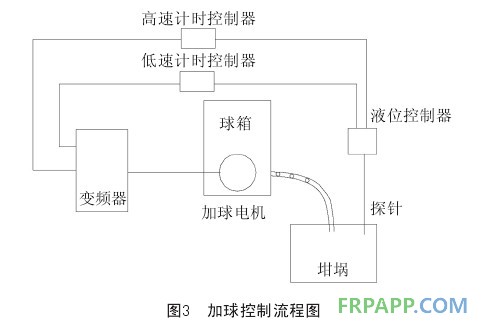
加球控制系統原理,見圖3。-
1.4 涂油器控制
與拉絲機時間繼電器連鎖,采用變頻變速控制,實現涂油器在拉絲過程中減速,保證原絲筒內外層浸潤劑含量一致,該技術與池窯拉絲一致。
1.5 拉絲機控制
將普通拉絲機進行部分控制改造,引入變頻控制,也能有效提高產品質量及穩定性。
(1)引入變頻控制后,軟筒拉絲可實現轉速隨絲餅直徑的遞減,從而實現線速度的恒定;對硬筒拉絲來說,可實現補償硬筒直徑大小頭帶來的線速度的變化。
(2)引入變頻控制后,可以進一步設定程序,抵消當拉絲過程發生中斷時,漏板周圍的冷卻氣流環境發生變化,漏板溫度隨之會逐漸上升,再次上車時,會帶來的一段時間原絲線密度的偏離標準的現象。在池窯拉絲生產過程控制中,采用漏板溫度補償程序來實現,為減少控制裝置投資,可用拉絲機的速度補償來實現,即通過拉絲速度的變化來抵消漏板溫度變化對線密度的影響。
2 結果與討論
(1)以上就坩堝法玻璃纖維拉絲精密控制技術提出了一整套控制方案,從實際運行效果來看,大大提高和改善上述環節的控制精度和控制效果,系統工作的穩定性明顯得到改善,各項控制操作方便靈活,控制性能安全可靠,液位波動小,尤其是克服了以往加球沖擊給系統帶來的強烈擾動,使得系統溫度得以平穩控制;漏板溫度、玻璃液溫度、原絲線密度以及拉絲工作狀態等各項指標大大提高,為高要求拉絲工藝提供控制方面的保證。
(2)提高坩堝法玻璃纖維拉絲控制水平是提高產品質量的重要手段之一。在采用緊密控制技術的同時,首先應充分理解產品的質量要求,并采取合理的工藝裝備和技術,以使得精密控制技術達到預期的要求。同時也可結合產品要求和工藝及裝備現狀密切配合,合理選擇精密控制裝備,以達到投資少,見效快的目的。








 魯ICP備2021047099號
魯ICP備2021047099號