





與金屬材料相比,直升機采用先進復合材料還能達到減重、抗疲勞、防腐蝕和易修補損傷等目的,特別是在功能化設計處理后,還可以提高防雷達探測能力和抗墜毀能力。與定翼機相比,旋翼直升機的飛行速度相對較慢,除了發動機部位阻燃、隔熱的要求較高之外,一般來說,改性環氧樹脂基復合材料的耐熱等級即可以滿足大部分使用要求。從抗撞損性能角度考慮,在重量等同情況下,設計機體結構時優先選用復合材料代替金屬材料,因為用碳纖維復合材料制備的波紋梁地板構件已經能夠吸收機身撞擊時產生的大部分能量。用芳綸纖維復合材料制備的飛行員坐椅結合撞損能量吸收系統兼備了減重、減震以及復合陶瓷板防彈的功能。
復合材料的優勢在旋翼槳葉的應用上得到了最充分的發揮,它使旋翼槳葉氣動外形的改進以及旋翼動力學特性的優化成為可能。旋翼是外部噪音的主要來源,型面、扭曲度、端部形狀的優化都能達到減少聲發射的效果。設計中盡量減少凹形形狀和金屬零部件、采用透波/吸波材料,可減少雷達反射面積。更重要的是復合材料能使交變載荷下的旋翼壽命大幅度提高。金屬槳葉的壽命一般不超過3 000h,而復合材料槳葉壽命可達10 000h至整機設計壽命。這使槳葉的全壽命成本大幅度降低,同時提高了飛機的可靠性。
槳葉芯材選用泡沫塑料/Nomex蜂窩芯還可使主槳葉具有良好的破損安全性,耐撞擊,對缺口效應不敏感,彈傷后擴散緩慢,不會驟然斷裂的特點,適應了武裝直升機的抗易損性要求。對于槳轂材料,主要考慮抗疲勞特性,通常選用高強度玻璃纖維粗紗增強環氧樹脂基體制備,這樣可以同時具備很高的可靠性和抗彈傷能力。這些優點使得先進復合材料在直升機上的大量使用成為必然的發展趨勢。國內在20世紀80年代從法宇航引進的“海豚”直升機制造專利技術,EC-120復合材料機身制造裝配技術,特別是北京航空材料研究院研制的系列化航空級復合材料預浸料和多機型直升機承力結構部件等,都有助于擴大國產先進復合材料在新機型上的應用。
1 主槳葉用復合材料預浸料性能
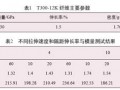
直升機槳葉材料選用中溫固化預浸料。預浸料用熱熔膠膜法生產,主要浸漬工藝參數有纖維張力、浸漬溫度、壓力和走帶速度等。控制樹脂熔體粘度約100Pa·s、刮膠溫度約70℃、走帶速度約1~2m/min時比較容易成膜。為提高剛度,使用M40J碳纖維作為增強體。其復合材料指標與性能測試值見表1。模壓法試制的主槳葉和槳轂組成的旋翼是直升機的升力面和操縱面。主槳葉在快速變化及復雜的空氣動力環境中承受高交變氣動載荷,其考核內容包括疲勞試驗和疲勞壽命估算。疲勞壽命估算的原則是:在載荷作用下以變形計算為基礎,對試樣剖面各點掃描確定各種組合材料的當量動態最大應變值。以當量動態最大應變計算106疲勞極限,應用數理統計和MINER線性累積損傷理論,查出試樣剖面各種組合材料的壽命,取最小值,再取各段的極小值給出壽命。試制件至少能夠滿足2 400h的裝機壽命指標。
2 扭力調節桿用復合材料預浸料性能
扭力調節桿件(柔性桿)是直升機主減速器懸掛組件中的重要部件。通過前后2個柔性桿的變形吸收主減速器傳遞下來的振動。桿件兩端分別裝有承扭接頭和滑動接頭,主要承受彎矩和壓力。復合材料不易產生突發性脆性斷裂,而且其鋪層可設計性能夠更加充分地發揮復合材料各向異性的受力特征。
本課題選用改性環氧樹脂基體及其RC10.800高強型連續玻璃纖維粗紗作為原材料。采用連續玻璃纖維窄帶熔融樹脂預浸機組制備了改性環氧/RC10.800連續玻璃纖維預浸料。預浸料線性質量為(24.95±0.35)g/m;幅寬為(34±0.5)mm,連續長度≥85m/盤,可以滿足連續纏繞成型一根柔性桿件的要求。預浸機組的工作原理為熔融樹脂直接浸漬方式,揮發分含量≤0.8%。為了使樹脂含量精確地控制在(23±1)%的范圍內,機組上必須安裝合適的加熱段和有效的擠膠輥,分別調節控制24團玻璃纖維粗紗的過程張力和窄帶收卷張力,機組工作的全過程通過計算機實時控制。對制件的功能考核內容包括靜剛度試驗、疲勞試驗和疲勞壽命分析。對復合材料基本力學性能的要求包括常溫和實際工作環境溫度(80℃)下的拉伸、壓縮、彎曲、剪切的強度和模量,特別是材料的106疲勞極限強度,以及經過加速濕熱老化處理后力學性能的變化等。為了滿足這些要求并且便于熱熔預浸工藝操作,試驗中選用了不同種類、不同分子量的環氧樹脂作為基礎樹脂,配合改性芳香胺類固化劑和促進劑進行優化組合。首先遇到的問題是,在生產線使用的成型工裝模具和固化工藝都已經確定的前提下,只能優先調節對固化工藝影響明顯的樹脂基體的凝膠時間與其相適應。其中使用促進劑M的凝膠時間與設計指標最為接近。DSC曲線中的放熱峰從410K至482K,峰值為440K,反應熱18.51cal/g(77.50J/g)。
熱熔預浸工藝參數依賴于樹脂基體的流變行為,使用HAAK流變儀測試分析了樹脂基體的“粘度-溫度”曲線:基體在低于80℃時熔體粘度高達103Pa·s,不易平整成膜;在90~110℃范圍內,粘度約為102Pa·s,比較適合使用熱熔工藝制備膠膜;當溫度進一步升至150~160℃時,樹脂基體粘度降至最低點,約為幾十Pa·s;然后隨著溫度升高而很快進入凝膠狀態。對比熱熔預浸工藝前后基體樹脂的“粘度-溫度”曲線可見,熱熔預浸工藝過程沒有明顯降低樹脂基體的操作期。
研制的RC10.800熱熔預浸料的物理性能見表2,從表中可見,揮發分含量僅為0.4%,有利于降低制件的孔隙率,提高疲勞壽命;要求預浸料線性質量在±0.35g/m的范圍內波動,有利于預浸機組參數的精確調節。
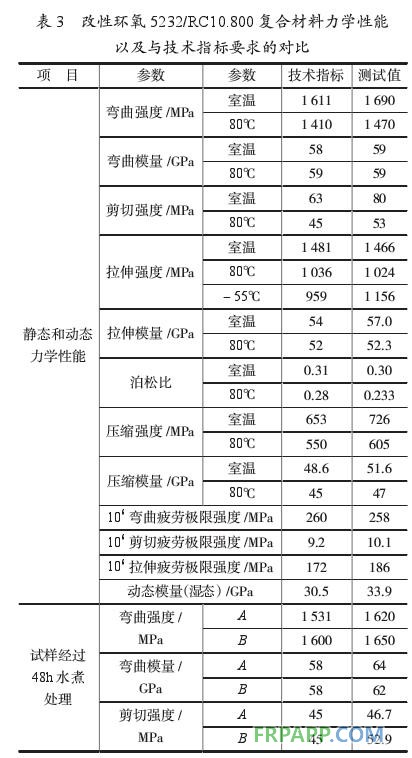
使用研制的改性環氧5232/RC10.800預浸料,按照規定的固化工藝制樣,測試了研制材料的基本靜態力學性能,以及百萬次彎曲、拉伸和剪切疲勞極限強度等動態性能。抗環境性能測試采用48h水煮快速老化試驗。其中A表示試樣經過48h水煮后立刻進行測試;B表示試樣經過48h水煮,再置入100℃烘箱內干燥處理24h后進行測試。測試結果見表3。從表3中的力學性能測試結果可見,研制的改性環氧5232/RC10.800復合材料力學性能實測值與要求的技術指標基本相當,可以進行制件的批生產工藝試驗。
3 波紋梁用復合材料預浸料性能
按照設計圖紙要求,選用本課題組研制的4種5224改性環氧樹脂基碳纖維預浸料制備波紋梁。它們分別是由熱熔法預浸工藝制備的5224/G803緞紋碳布、5224/G827單向碳布、用于制件局部表層的5224/914Kevlar布和5224/T300無緯帶,其揮發分含量指標明顯低于使用通常溶液法制備的預浸料,而且樹脂含量很容易通過膠膜厚度的精確調節進行控制,其物理性能見表4。上述4種5224改性環氧樹脂基預浸料具備良好的鋪覆工藝性。
按設計鋪層在不同階段進行預壓實處理,以確保波紋梁制件的孔隙率降至最低,并使制件厚度尺寸滿足設計圖紙的要求。
測試了樹脂基體的“粘度-溫度”曲線。樹脂基體在常溫時具有較高的粘度,隨著溫度上升至120℃,粘度從幾千降至幾十Pa·s;然后在140~150℃時進入凝膠狀態,形成交聯網絡。樹脂基體屬于增韌環氧,流動度較小,模具周邊預加工幾個排膠孔以防制品積膠。考慮到鋼制組合模具的質量達數百kg,固化過程中模具溫度明顯滯后于熱壓罐的溫升速率,所以取消中間的保溫階段,依靠相對緩慢的升溫速率來保證鋼制模具的實測溫度與設定溫度同步。加壓在樹脂進入凝膠點之前進行,有利于夾裹在樹脂內的殘余揮發分含量盡可能被最后排擠出體系,消除產生孔隙率的根源。
裝入組合模具內的預浸料坯固化成型工藝條件是:在室溫抽真空,真空度至少要達到0.09MPa;然后以1.5~2℃/min的升溫速率從室溫升至(135±5)℃時開始加壓(0.6±0.1)MPa;繼續升溫至180℃,恒溫2h后卸真空和外壓;自然降溫至60℃以下,卸模。5244/G803、5244/G827和5224/T300碳/環氧復合材料隨爐試片的基本靜態力學性能見表5。從表中的測試結果可見,隨爐試片的拉伸、壓縮、彎曲強度和模量,以及剪切強度都符合相應材料標準規定的使用要求。

成型過程中采用軟模和真空袋協同加壓方式,目的在于盡可能將預浸料坯整體壓實。波紋梁兩端桁板與幅板拐角處能否壓制到圖紙要求的倒角尺寸并使此處纖維排列不紊亂,是成型工藝中的操作難點。為了使軟模和鋼模之間在拐角處的成型壓力均衡有效,操作過程中盡可能只鋪設單層吸膠氈。卸模后發現此層吸膠氈已經大部分吸滿擠出的樹脂膠液,且制件重量超出設計值約5%。作為改進措施,試用平均降低3%樹脂含量的碳布預浸料重復進行上述成型試驗,取得了相應的減重效果。
按照復合材料構件通用技術條件(HB7224-95),使用接觸脈沖反射法、USIP12型超聲波探傷儀(5MHz聚焦探頭)對使用不同樹脂含量預浸料成型的碳/環氧復合材料波紋梁制件進行檢測。其原理是利用材料與缺陷區域對超聲波信號反射幅度的差別,檢測復合材料內部的裂紋、脫粘、孔隙及分層等缺陷。檢測后均未發現上述制備過程缺陷,制件都可以通過此標準中規定的“一級”無損檢測指標。波紋梁結構元件的靜態和動態力學性能進行了測試。鋼制組合模具配合硅橡膠軟模適合用于制備滿足型面尺寸要求的直升機用復合材料波紋梁承力結構元件。5224碳/環氧預浸料滿足波紋梁制件的成型工藝要求,、其最大特點是無損檢測合格率高。
4 結束語
研制的直升機用先進復合材料部件通過了試驗室階段評審、工廠工藝試驗和試驗臺功能考核,性能滿足設計要求。








 魯ICP備2021047099號
魯ICP備2021047099號